
Todos los productos
-
El molde a presión fundición
-
de aluminio a presión la fundición
-
El cinc a presión fundición
-
A presión las piezas de la fundición
-
El magnesio a presión fundición
-
La gravedad a presión fundición
-
El cobre a presión fundición
-
Prototipo de aluminio del CNC
-
Piezas que muelen del CNC
-
Moldeo a presión plástico
-
piezas plásticas de la inyección
-
Piezas de aluminio de la protuberancia
Persona de Contactar Ahora :
Mary
Número de teléfono :
13724578129
WhatsApp :
+8613724578129
A380 los tiros del servicio 80000 moldean el acero de la fundición a presión H13 para el auto






| Lugar de origen | CHINA |
|---|---|
| Nombre de la marca | JHPD |
| Certificación | IATF16949 |
| Número de modelo | BGFA |
| Cantidad de orden mínima | 1set |
| Precio | Negotiable |
| Detalles de empaquetado | Los PP empaquetan, el rollo de papel, caja de la ampolla, cartón o según su demanda |
| Tiempo de entrega | 20-30 días |
| Condiciones de pago | T/T |
| Capacidad de la fuente | 50 sistemas moldean por mes |

Contact me for free samples and coupons.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
xDatos del producto
| Acero del molde | P20, H13 | Materia prima | Aluminio , Zinc , Magnesio |
|---|---|---|---|
| Vida del molde | 50000 a 80000 disparos | Temperatura del troquel | 288 |
| Temperatura de lanzamiento | 660 | máquina de fundición | Desde 280 ton hasta 1250 TON |
| Alta luz | El molde del servicio A380 a presión fundición,80000 tiros moldean a presión fundición,El auto de acero H13 a presión fundición |
||
Descripción de producto
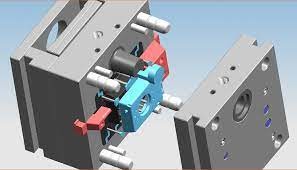
El proveedor de la fundición a presión a presión el fundición del servicio de encargo de aluminio del bastidor de aluminio A380 del OEM
A presión el diseño de la fundición
Antes a presión la fundición sus piezas, fabricantes considerará varios factores, por ejemplo: gruesos del elemento y complejidades (influencias el periodo de tiempo que el metal debe pasar en molde o los moldes) y complejidad del diseño echado (tiempo de la solidificación de las influencias). Para modificar un proceso de la fundición para requisitos particulares a presión para los requisitos únicos, los fabricantes pueden ajustar el diseño del dado, calor de proceso, la composición material o cuánto tiempo el material pasa en un molde.
| Mueren y el material y la dureza del componente para los diversos metales echados | |||||||
| Muere el componente | Metal echado | ||||||
| La lata, lleva y cubre con cinc | Aluminio y magnesio | De cobre y de cobre amarillo | |||||
| Material | Dureza | Material | Dureza | Material | Dureza | ||
| Partes movibles de la cavidad | P20 [nota 1] | 290-330 HB | H13 | 42-48 HRC | Estruendo 1,2367 | 38-44 HRC | |
| H11 | 46-50 HRC | H11 | 42-48 HRC | H20, H21, H22 | 44-48 HRC | ||
| H13 | 46-50 HRC | ||||||
| Corazones | H13 | 46-52 HRC | H13 | 44-48 HRC | Estruendo 1,2367 | 40-46 HRC | |
| Estruendo 1,2367 | 42-48 HRC | ||||||
| Pernos de la base | H13 | 48-52 HRC | Prehard del estruendo 1,2367 | 37-40 HRC | Prehard del estruendo 1,2367 | 37-40 HRC | |
| Piezas del rabos de colada | H13 | 48-52 HRC | H13 Estruendo 1,2367 |
46-48 HRC 44-46 HRC |
Estruendo 1,2367 | 42-46 HRC | |
| Boca | 420 | 40-44 HRC | H13 | 42-48 HRC | Estruendo 1,2367 H13 |
40-44 HRC 42-48 HRC |
|
| Pernos del eyector | H13 [nota 2] | 46-50 HRC | H13 [nota 2] | 46-50 HRC | H13 [nota 2] | 46-50 HRC | |
| Manga del tiro del émbolo | H13 [nota 2] | 46-50 HRC | H13 [nota 2] Estruendo 1,2367 [nota 2] |
42-48 HRC 42-48 HRC |
Estruendo 1,2367 [nota 2] H13 [nota 2] |
42-46 HRC 42-46 HRC |
|
| Bloque del tenedor | prehard 4140 | HB ~300 | prehard 4140 | HB ~300 | prehard 4140 | HB ~300 | |
Ventajas del molde de HPDC
· La configuración de la pieza de la forma neta es realizable
· La alta exactitud dimensional es realizable
· Producción rápida
· Las paredes del deluente son realizables cuando están comparadas a la inversión y a los bastidores de arena
· Amplia gama de formas posibles
· Los hilos externos pueden casted
· Los partes movibles de acero pueden sobre-ser moldeados
· Los agujeros se pueden quitar el corazón al tamaño interno del taladro del golpecito
| Típico mueren las temperaturas y la vida para los diversos materiales echados | ||||
| Cinc | De aluminio | Magnesio | De cobre amarillo (amarillo plomado) | |
| El máximo muere la vida [el número de ciclos] | 1.000.000 | 100.000 | 100.000 | 10.000 |
| Muere la temperatura [C° (F°)] | 218 (425) | 288 (550) | 260 (500) | 500 (950) |
| Temperatura de lanzamiento [C° (F°)] | 400 (760) | 660 (1220) | 760 (1400) | 1090 (2000) |
A presión la fundición es un proceso de fabricación que es de uso general para las piezas superficiales exactamente dimensionadas, agudamente definidas, lisas, o texturizadas el producir de metal. Es lograda forzando el metal fundido bajo alta presión en dados reutilizables del metal. La fundición a presión moldea proceso sigue los procedimientos subsiguientes con respecto a la fabricación del molde del molde del dado:
Procesos de fabricación del molde
1. Un molde se crea en por lo menos dos secciones para permitir el retiro apropiado del bastidor.
2. Las secciones se montan con seguridad dentro de la máquina y se arreglan de modo que uno esté inmóvil mientras que el otro es movible.
3. Los dos se afianzan con abrazadera firmemente juntos.
4. el metal fundido se inyecta en la cavidad del dado donde solidifica rápidamente.
5. Las mitades del dado se dibujan aparte y se expulsa el bastidor.

Productos recomendados